Palletizers play an important role in the frozen food supply chain, ensuring the efficient movement of items from production to storage to distribution. While their primary job is straightforward—organizing and stacking products onto pallets—the demands of the frozen food industry add layers of complexity. The unique characteristics of frozen goods, combined with the high standards of modern logistics, require palletizers tailored to these needs.
This blog explores special considerations regarding palletizers for frozen foods. Learn about the challenges of palletizing frozen foods, the types of palletizers best suited for the task, and the features to consider when selecting a solution for your operation.
The Challenges of Palletizing Frozen Foods
Frozen food handling presents distinctive challenges that set it apart from other types of goods.
Temperature
The first challenge is temperature. You must keep frozen products below freezing throughout the logistics process to prevent thawing and to maintain food safety. This creates a harsh operating environment for palletizers, as extreme cold can disrupt machinery, alter material properties, and cause mechanical failures if the system cannot handle such conditions.
Fragility
Another challenge lies in the fragility of frozen products. These items are often stored in delicate packaging that can crack, tear, or collapse under pressure. From bags of vegetables to trays of frozen meals, you need to preserve the container integrity of these items during palletizing, which requires advanced handling mechanisms to prevent damage.
Moisture
Moisture is yet another factor to consider. Condensation builds up in cold environments, leading to added weight on product surfaces and potential slip hazards for conveyor systems and robotic grippers. Uncontrolled moisture may also create hygiene risks, making features like stainless steel components and easy-to-clean designs essential for maintaining sanitation.
Time Constraints
The fast-paced nature of food production lines adds time pressure. Frozen food facilities often operate 24/7, processing hundreds of items per minute. Palletizers must keep up with these volumes without compromising on accuracy, stability, or product handling care.
Types of Palletizers for Frozen Food Applications
Selecting the right type of palletizer depends on production floor requirements and the nature of the frozen goods being handled. Several options are available, each with their own advantages and constraints.
Conventional Palletizers
Conventional palletizers are popular in food production facilities and offer excellent efficiency for high-output operations. These machines utilize layers or rows of products that are arranged on conveyors before being transferred to pallets. They can handle high-speed repetitive tasks and are relatively durable in cold environments, particularly when equipped with temperature-resistant components.
Robotic Palletizers
Robotic palletizers are another viable option, leveraging advanced automation and flexibility to accommodate various product shapes and sizes. Robotic arms with grippers or suction cups designed to minimize product handling risks power these systems. They are particularly popular for frozen food applications due to their adaptability and precision, ensuring gentle placement of even the most delicate items.
Mixed-Load Palletizers
Mixed-load palletizers are also becoming increasingly popular in facilities dealing with a wide range of frozen goods. These machines allow for pre-programmed configurations that can stack multiple product types onto the same pallet, optimizing storage and maximizing logistics efficiency.
Each type of palletizer offers distinct benefits, but the suitability of these options depends on the specific operational challenges faced by your frozen food production facility.
Key Features To Look For in a Frozen Food Palletizer
When selecting a palletizer for frozen food applications, it is vital to prioritize certain features. These features improve operational efficiency and ensure that the palletizer can withstand the unique demands of frozen environments.
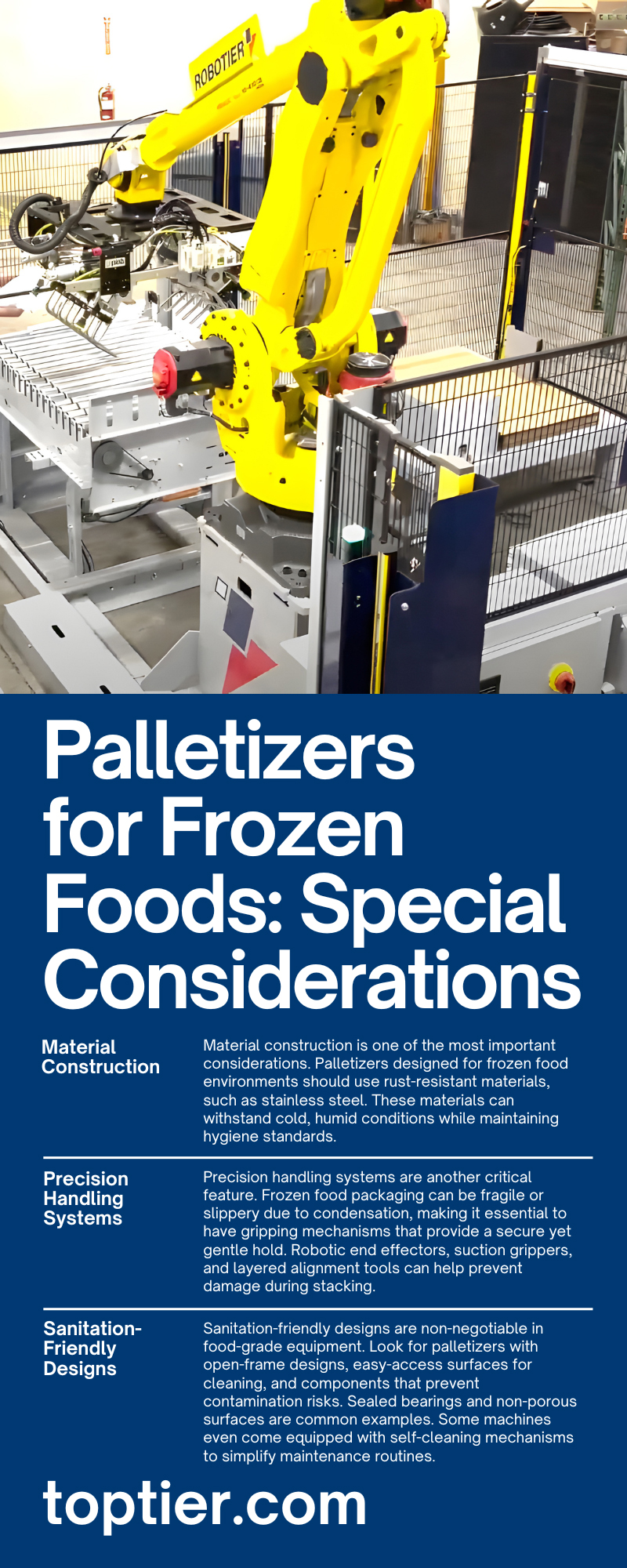
Material Construction
Material construction is one of the most important considerations. Palletizers designed for frozen food environments should use rust-resistant materials, such as stainless steel. These materials can withstand cold, humid conditions while maintaining hygiene standards.
Precision Handling Systems
Precision handling systems are another critical feature. Frozen food packaging can be fragile or slippery due to condensation, making it essential to have gripping mechanisms that provide a secure yet gentle hold. Robotic end effectors, suction grippers, and layered alignment tools can help prevent damage during stacking.
Sanitation-Friendly Designs
Sanitation-friendly designs are non-negotiable in food-grade equipment. Look for palletizers with open-frame designs, easy-access surfaces for cleaning, and components that prevent contamination risks. Sealed bearings and non-porous surfaces are common examples. Some machines even come equipped with self-cleaning mechanisms to simplify maintenance routines.
Temperature-Resilient Components
Temperature-resilient components are equally essential. You should test motors, sensors, pneumatic systems, and conveyor belts for performance in sub-zero environments. Without cold-tolerant parts, the risk of machine failure increases significantly.
Software Integration
Software integration for modern control and monitoring can enhance productivity. Many advanced palletizers feature programmable interfaces that allow users to customize arrangements, monitor machine performance, and troubleshoot errors in real time. Connectivity options like IoT-enabled devices or APIs that work with system software also offer data analysis capabilities, helping you improve logistics efficiencies.
Innovations and the Future of Frozen Food Palletizing
The frozen food industry is on the verge of a technological revolution. Innovations in automation and machine learning are enabling smarter and more efficient palletizing solutions.
Collaborative Robots
Collaborative robots, often referred to as cobots, are already being included in packaging and palletizing workflows. Unlike traditional robotic palletizers, cobots work alongside human operators to combine automation efficiency with human oversight.
AI and Machine Learning
Additionally, AI and machine learning are improving the adaptability and self-learning capacities of palletizers. These systems can now automatically adjust stacking configurations based on product dimensions or packaging changes, minimizing the need for manual reprogramming.
Sustainability
Sustainability is another key driver of innovation in this sector. Manufacturers are increasingly focusing on energy-efficient designs and reusable materials. Advanced palletizers now consume less power while maintaining peak output, helping businesses cut operational costs and reduce their environmental footprint.
Looking forward, we can expect frozen food palletizing technology to become more intelligent, cost-effective, and eco-friendly, bringing even greater value to businesses in the food industry.
Unlocking Efficiency With Frozen Food Palletizing Solutions
Palletizing frozen foods is far more nuanced than simply stacking products onto pallets. From the environmental demands of sub-zero temperatures to the need for precision handling of fragile packaging, these challenges underscore the importance of specialized equipment.
By choosing the right palletizer—one that boasts key features like stainless steel construction, sanitation-friendly components, and advanced automation—companies can streamline their logistics processes and enhance product safety. As technological advancements continue to redefine the capabilities of palletizing systems, the future will undoubtedly bring smarter, more efficient solutions tailored to the frozen food industry’s evolving needs.
If you want to upgrade your product handling system, understanding the special considerations of palletizers for frozen foods will help you make informed choices that improve both performance and profitability. Contact TopTier to learn how our robotic palletizing system can enhance your operations in the frozen food sector. Elevate your material handling processes with our cutting-edge solutions.